Injection Mold Maintenance

Injection Molding Applications
2021年4月13日
Plastic Molding Encyclopaedia
2021年5月21日
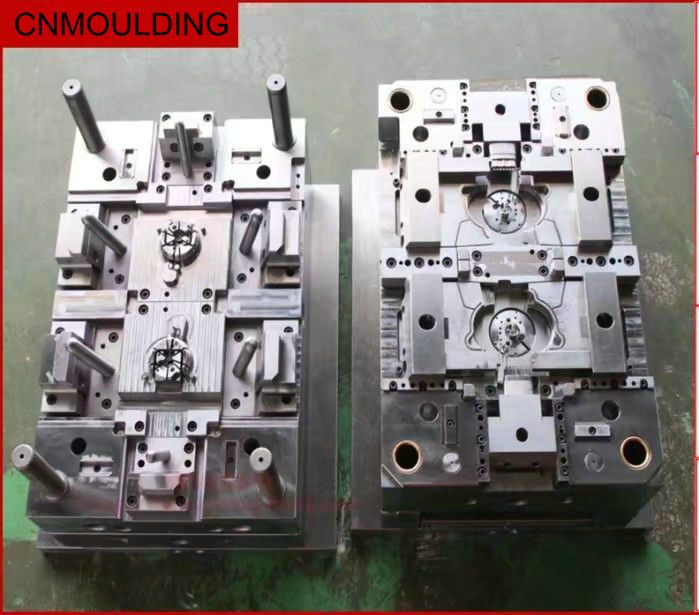
How about Injection mold Maintenance in china
Usually, the customer will continue maintenance injection mold in our factory for a long time.
How to protect it and keep it working is very important.
Before starting re-used your injection mold
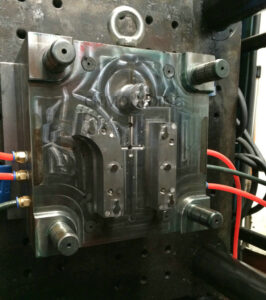
In order to maintain the product quality and size stability of plastic parts, injection mold maintenance and storage after use become particularly important. In the specific production process, users need to be particularly careful.
When the mold is closed to start the next cycle, the plastic parts remaining in the mold will be worn, and this damage may further endanger the mold use. Therefore, measures are usually taken to ensure the release of plastic mold parts.
Injection-molded parts are reset before allowing the mold to close. Measuring dimensions are used to detect plastic injection molding parts, this method is suitable for a single cavity mold. For multi-cavity mold, this method can not be used. In such cases, the following methods are used:
1. template reset device
2. multi-pulse ejector (pulse ejector)
3. Mould Protection Device – Air Discharge Device
4. plate top reset safety device.
Most of the above measures are related to machine accessories because they do not affect the mold design, so it will not be discussed. However, the plate top reset safety device needs to change the mold structure.
Maintenance purposes:
To ensure the normal production of the mold, reduce the failure and quality problems while prolonging the life of the mold.
Maintenance, maintenance and precautions before, during and after the production of molds.
Maintenance before production:
The dust, grease and rust on the mold surface can be removed before the mold is put into the injection molding machine.
Use air guns or rags, detergents, or alcohol (mirror mold alcohol) to clean the mold surface oil.
Check whether there is a foreign body in the cooling water channel of the mold, and ensure that the waterway is smooth.
Check whether the circular arc in the gate sleeve of the mold is damaged and whether there are any foreign bodies left, if any, it must be cleaned up.
Moving parts: such as thimble, spring, hydraulic cylinder, slider, whether rust, bending, breakage, an activity must be smooth.
Maintenance of molds in production:
Check and maintain the mold on the machine every day.
Check whether there is any foreign body on the guidepost, guide sleeve and slide block of the mold, and refuel them once a day.
Clean mold parting surface and vent slot of foreign bodies, grease, once a day with an air gun or rags, detergent or alcohol wipe maintenance.
Maintenance of molds after production:
Check whether all parts of the mold are damaged.
Clean the parting surface oil stain and residual debris in the mold cavity and spray antirust oil.
Dry the remaining water on the cooling channel.
Some injection mold maintenance case
Injection mold maintenance first to push the plate to reset the safety device.
The plastic molded parts are located on the back of the dynamic model or slider of the mold core, and then push the plate to reset the safety device. This is for checking.
The ejector parts return to the initial position of the molding. if not, it will break the molding cycle. This security device needs to be provided with a shift.
Dynamic mold mounting plate. The switch is located in the mold on the receiver, and when the push plate reaches the initial position, the mold moves on the switch do. Only as a template light reset the device, a clamping device is closed. The spring force pushes the plate back to the forming position and pushes.
Plate reset safety device. Therefore, played a role. Until then, the control system issued the “closed mode” command.
When a long-range mold is released, the return of the push plate from the spring is usually not very reliable. For this purpose, a plastic forming reset the machine
Structure to meet this function.
1. Two long sides of the core
2. intersected 90 · shorter side of the core is driven by the oblique guide column
3. driven face a longer side of the core by the guides.
The difficulty is the sheet push rod 5 is located below the two side core. Plastic parts, mold release, when the mold is closed before the two core reset sheet putter must return to the initial molding position.
Q8 damaged sheet putter. Otherwise, the possible consequences are not only a broken flake putter, and damage to the cavity. Any kind of damage will result in the production of long-term interruption. To this end, the putting on did not set a coil spring, it is to reset the device plays a template role. The coil spring to push the board reset.
In order to ensure normal production, set up a micro switch, the driver switches the pin 10 is based on the push plate on the moving mold fixing plate 8. In the cable and the moving mold fixing plate micro switch shell connection, the top of the board reset the circuit of the safety device connected.


{kind=link}