Plastic Injection Mold Maker

Aircraft Plastic Part
2020年8月13日
Chrome Plastics
2020年8月28日
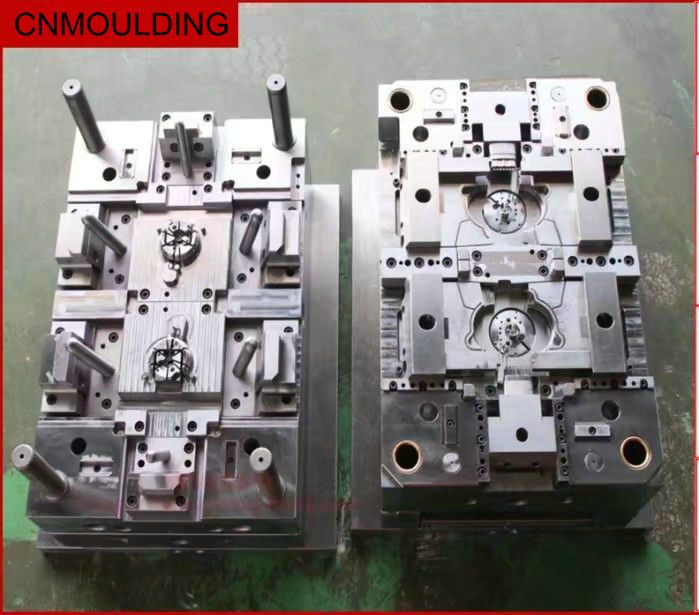
How does a Mold Maker do
Customers all over the world are finding good mold maker in China. On behalf of the mold factory today, we will take you to understand some plastic mold process, so that you can understand the injection mold structure more clearly.
The whole process is as follows: Approval – preparation – processing – mold base processing – core processing – electrode machining – mold parts processing – Inspection – assembly – fly mode – test mode – Production
A: what is mold base process
1 playing No.
2 A / B plate processing, 3-panel processing, thimble fixed plate processing, 5 backplane processing
Core processing: 1 burr.2 rough grindings. 3 milling machine processing. 4 benchings. 5CNC roughing. 6 heat treatment. the 7 Jingmo. 8 CNC finishing.9 EDM. 10 provincial-mode
B: what is a mold maker for molded parts processing:
1. sliders processing.
2. clamping block processing.
3. shunt cone gate sets processing.
5 inserts processing details
The core work of the mold maker is to make an inset, the molding part of the product is reflected here. The final result of the innovative product design is completed here.
1, hit No. unified the core but also marked with numbers, should die shelves Number consistent and in the same direction, and the assembly alignment can be less error-prone.
2, A / B board processing (ie, moving and stationary mold frame processing): A / B board processing should guarantee the mold frame parallelism and verticality 0.02mm b: milling machine: screw holes, carrying water hole, top pinhole, machine Tsui holes, chamfers c: fitter Processing: tapping, repair the burr.
3, panel: milling machine boring machine nozzle hole or processing material mouth hole.
4, thimble fixed plate milling machine: ejector plate and B plate with a link back to the needle, the B board oriented, top-down drill top pinhole, thimble countersunk head requires ejector plate. in turn, the bottom upward correction. first mold maker drill roughing use cutters finishing place, chamfer.
5, bottom plate: milling machine: crossed correction, boring, chamfering. (Note: some mold to be strong to pull strong top plus stronger pull strong top institutions, such as the in thimble board plus drilling screw holes)
10 core processing details
the following 10 points details, for any mold maker, can not be omitted, each step needs to be done accurately.
1) roughing fly six sides: machining on a milling machine, to ensure squareness and parallelism, stay grinding margin 1.2mm.
2) kibble: water mill processing, grinding Omo clamping grinding facet batch Secretary to ensure squareness and parallelism left margin bilateral 0.05mm, 0.6-0.8mm.
3) milling machine: first milling head correction, calibration clamping the workpiece before machining the screw holes within 0.02mm, top pinhole threading hole rough opening the insert needle Shen head, machine the Aguilar or material Tsui hole shunt the chamfer cone do transport water hole, milling R angle.
4) fitter processing: Tapping, typing code
5) Mold maker need do CNC Rough milling
6) Hair the outside heat treatment HRC 48-52
7) the fine grinding; big Shuimo processing to specific modulus box minus 0.04 mm, ensure parallelism and verticality 0.02 mm within
8) CNC finishing and EDM
9) Provincial mode, to ensure finish control cavity size.
10) mold maker for the gate, exhaust, zinc alloys, under normal circumstances gate opening 0.3-0.5mm, an exhaust opening 0.06-0.1mm, 0.5-1.2mm aluminum gate opening the exhaust opening 0.1-0.2, plastic Exhaust open 0.01-0.02 as wide as possible, a little thin.


{kind=link}