Five technological ingenuity to solve injection molding plastic deformation method

Prototype Mold
2020年6月30日
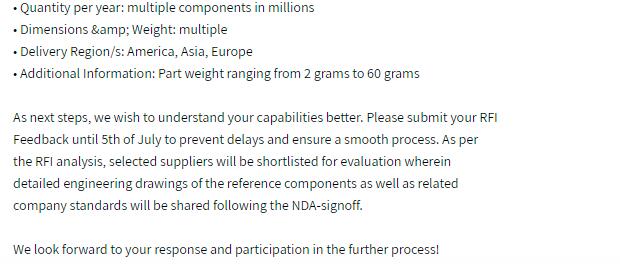
How Injection mold company working process
2020年7月1日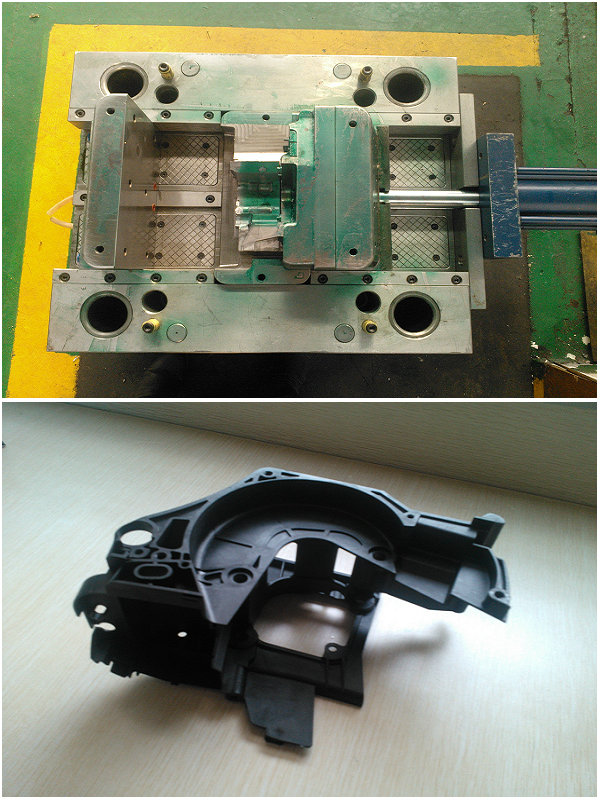
How to solve the injection molding deformation method with 5 technological ingenuity
1, The common causes of injection molding deformation
1) the shape of products, especially forming shrinkage relationship with product thickness caused by residual stress
2) Due to the forming conditions of residual stress in
3) parting the residual stress produced in
4) and deformation due to the insufficient cooling time
2. The injection molding deformation method associated knowledge
1) the deformation of the products (warping, bending, small wrinkles) as well as the reasons for the crack. The residual internal stress in the products. Molding set conditions should be set in eliminate products of internal stress direction. Namely, improve material barrel temperature and mold temperature, the material liquid get better state, the injection pressure is not too high.
2) in order to reduce the residual stress, annealing processing, namely under thermal deformation temperature of 10 degrees, more than 2 hours of heating has the effect of stress relief. But this way because of the high cost of annealing and use is not common.
3) if the mold cooling hole not to cooling homogeneity of products, it also can produce residual stress, which means that the cooling hole can’t be too shallow.
3, The injection molding deformation method solution.
1) instant: sufficient cooling solidification in the mould (chronograph longer cooling time), and improve the temperature of the material, reduce the injection molding pressure.
2) short-term: make mold cooling uniformity.
3) long-term: avoid the thickness of products, where product thickness large set gate (1-1), caused by a straight line easy to warp, make it big R curve, products reversible bending die, increase the number of ejection rod, increase the draft.
4, Differences in material
1) the crystalline materials (poly (PVC), polypropylene, pom, nylon), injection molding shrinkage rate, and easy to cause bias, non-crystalline material (polystyrene (PVC, ABS) easy to cause residual stress.
5, The reference items
1) use orthotics to keep at room temperature after molding, to prevent deformation, slightly but not hope too much.
2) in the box forming of thin shape, bending caused by injection molding temperature, this is common thermal expansion